
- Products
- Rackmount LCD Keyboard
- Rackmount LCD Monitors
- Industrial LCD Displays
- Broadcasting LCD
- Kiosks
- Open Frame Touch Monitors
- Chassis/Wall Mount LCD
- Panel Mount LCD
- Flush Mount LCD
- LCD Stainless Steel Monitor
- NEMA 4X (IP65) Displays PC
- NEMA 4X (IP65/IP66) Displays
- NEMA 6X (IP67) Displays
- SunLight Readable LCD
- All-Weather Outdoor LCD
- Panel PC (5.6"-43")
- All in One PC
- Touch Screen Display
- Rugged Industrial LCD/PC
- Digital Signage LCD
- LED Signage Display
- Military Rugged LCD
- Marine Rugged LCD
- Tablet Rugged PC
- Medical LCD Display
- Medical Panel PC
- Industrial Embedded Computer
- LCD Wall/Ceiling Mounts
- Micro Environment Monitoring System
- Industries
- Support
- Knowledge Base
- Technical Support
- Sales
- Frequently Asked Questions (FAQ)
- Video Gallery
- iTech Products Article
- Product Catalog
- Quick Download
- AUO Panel
- AVP Rackmount Series
- BCH and BCPC Series
- BHK Series
- BMPC Drivers
- CCH/CCPC/COP/CPM Series
- DigiView/ DKP series
- DCH/DVM/DCP Series Guides
- DHK series
- DMM Series
- DOD Series
- EIRMT IR touch Drivers
- ELD
- E series Intel Industrial Motherboard Mini-ITX
- EOP/ECH/EPM Series
- FD Series
- GOP/GCH/GSK Series
- KPC/KSP/KCH Series
- Netview Accessories
- Nmil Series
- OE Series
- PNPC Series
- QPC Series
- SCH series
- Touchscreen System
- VCPC/VDPC/VMPC/VPC Series
- WRD/WPM/WMRM Series
- YCH/YPM/YOP series
- Contact Us
- Inquiry
- News
- About Us
- Testimonial
iTech's All-in-One Sealed PC Monitor as an Automation Solution for Food Processing
| iTech's All-in-One Sealed PC Monitor as an Automation Solution for Food Processing |
||||||||||
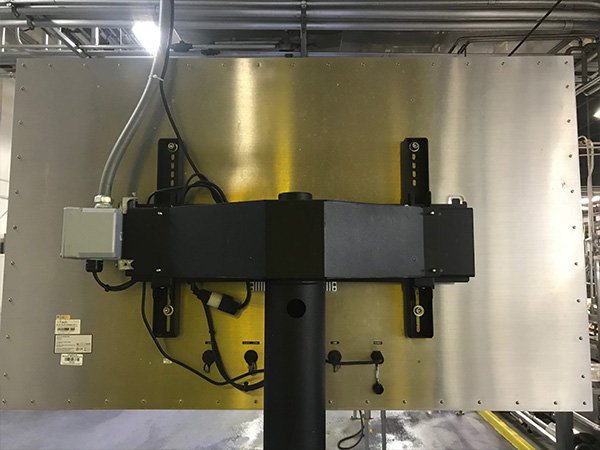
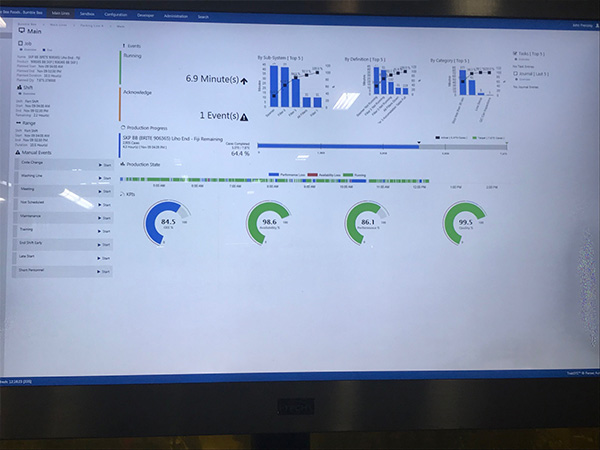
| Nowadays, computers play an important role in almost any industry. This includes the food processing sector which is now utilizing this technology for an efficient overall workflow. For food manufacturers, it is a great way to reduce downtime and costs while at the same time increasing the product quality. At iTech Company, we offer such solutions which can help the customer to bring the food processing software at the production line. Our product ECHW5500-SIP-i7 which is a 55-inch all-in-one sealed PC monitor is an ideal solution for use in the intense food processing environment. It is anIP66/NEMA 4X-rated product which means that it can withstand dirt, dust, and splashes of liquid that are commonly encountered in these applications. Along with its other useful features, it is guaranteed that it deliver reliable performance and the required durability feature. | ||||||||||
|
||||||||||

High Quality Parts
i-Tech company uses only the best Industrial LCD and High Quality embedded Panel PC parts along with rugged components in USA or imported from Korea and Taiwan , for most reliable quality that you can trust!

Customer Service
i-Tech customer service reps are here to help you with your inquiry for Industrial monitors, panel pc, and outdoor LCD. From any general questions to technical support, we leave you feeling completely satisfied with our excellent LCD quality as well.
US Based Company
Most of i-Techs High Brightness LCD and Rugged Panel PC Products are assembled, tested and shipped from our very own factory in CA USA, giving us the ability to customize the systems to your needs.